Certains traitements de surface sont effectués pour améliorer l’extraction de la semelle du moule en réduisant la friction et en prolongeant la durée de vie des moules.
Le choix du traitement des moules dépend des matériaux utilisés, des exigences de production spécifiques et des caractéristiques souhaitées des semelles. L’application correcte de ces traitements de surface peut prolonger considérablement la durée de vie des moules.
Quelques traitements des moules
Nitruration
La nitruration est un procédé thermochimique dans lequel la couche superficielle des moules est enrichie en azote. Ce procédé augmente la dureté de la surface et améliore la résistance à l’usure et à la corrosion.
Chromage
Le chromage est un traitement de surface dans lequel une couche de chrome est déposée sur la surface des moules. Le chromage donne une surface dure et résistante à la corrosion, ce qui réduit l’usure et prolonge la durée de vie des moules.
Placage de titane ou nitrure de titane
Le placage ou le revêtement de titane avec du nitrure de titane peut améliorer la résistance à l’usure et la durabilité des moules. Ces revêtements permettent également d’obtenir une surface plus lisse, ce qui réduit les frottements pendant le processus de moulage.
Carburation
La carburation est un processus thermique qui introduit du carbone à la surface des moules, augmentant ainsi leur dureté.
Revêtement DLC (Diamond-Like Carbon)
Le revêtement DLC est constitué d’une fine couche de carbone amorphe, similaire à la structure du diamant. Ce revêtement peut fournir une surface extrêmement dure, réduisant l’usure et améliorant la résistance chimique.
Polissage
Un bon polissage de la surface du moule peut améliorer l’état de surface des semelles et réduire les frottements pendant le processus d’extrusion ou d’injection.
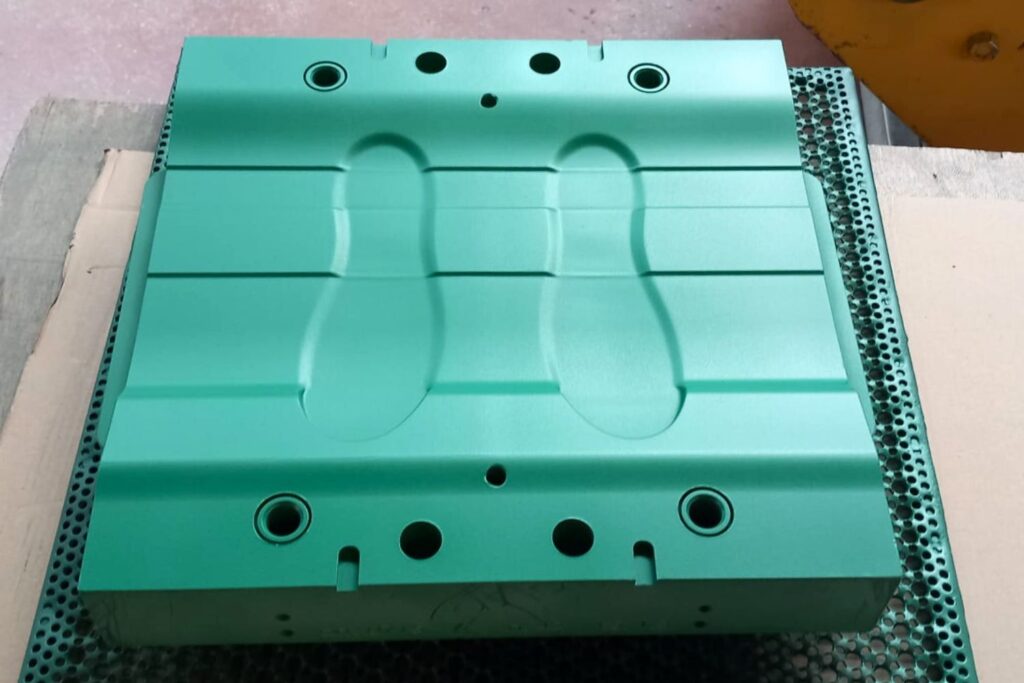
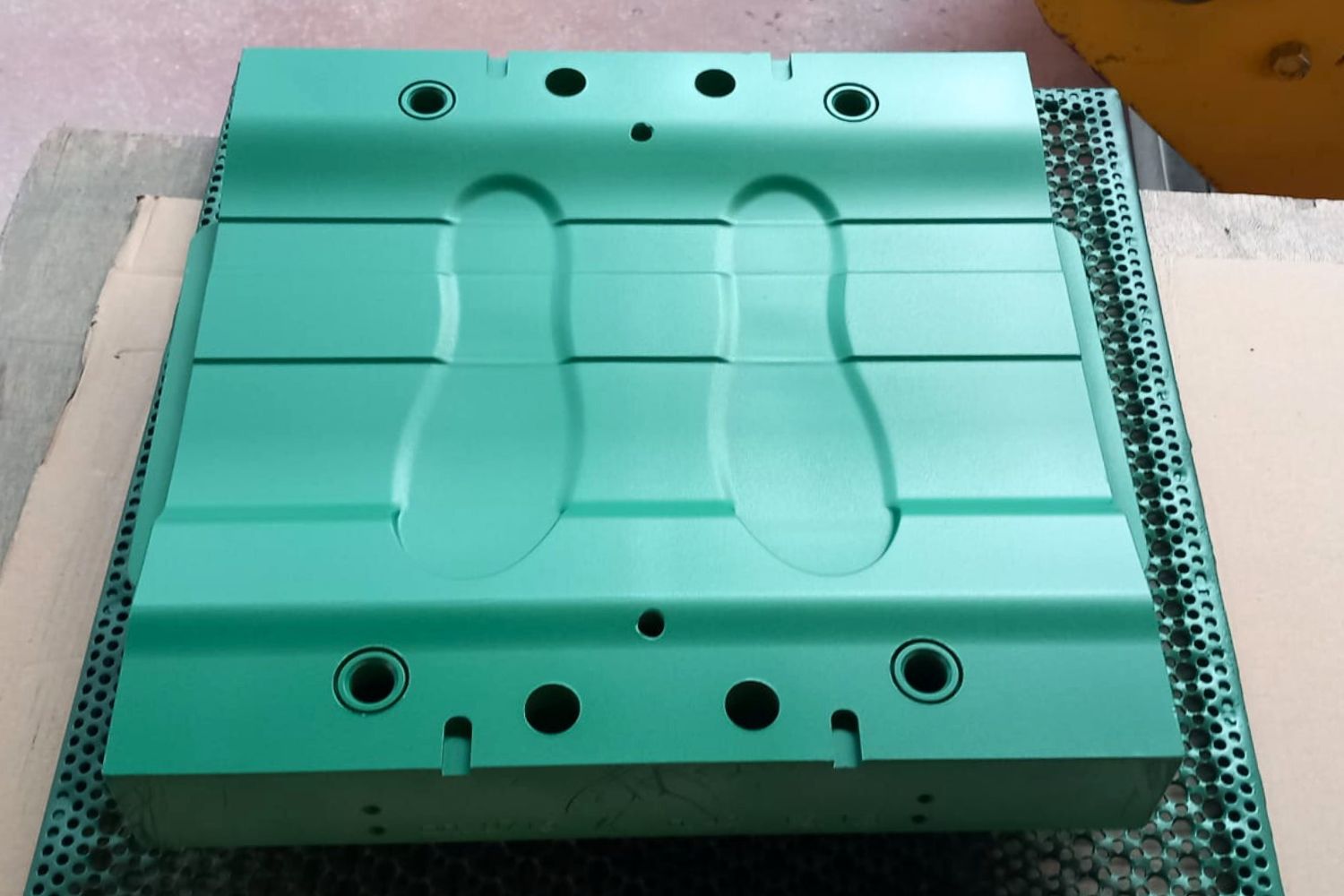
Revêtements antiadhérents
Comme l’explique notre associé M. Claudio Arduini de MPC à Urbino, ces revêtements sont appliqués pour faciliter la libération du matériau moulé et réduire l’accumulation de résidus. Les revêtements antiadhérents, par exemple le téflon ou des matériaux similaires, peuvent être appliqués pour traiter les moules.
Il en existe plusieurs types :
FEP
haute anti-adhérence, destiné à faciliter l’extraction et à réduire l’utilisation d’agents de démoulage ; température d’utilisation continue + 205°C.
PTFE
haute anti-adhérence, excellente inertie chimique, destinée à faciliter l’extraction et à réduire l’utilisation d’agents de démoulage ; température d’utilisation + 260°C en continu.
Base renforcée + PTFE
renforcé pour une plus grande résistance dans des conditions de frottement élevé, excellente inertie chimique, destiné à faciliter l’extraction et à réduire l’utilisation d’agents de démoulage ; température d’utilisation + 260°C en continu.
PFA
haute anti-adhérence, excellente inertie chimique, destinée à faciliter l’extraction et à réduire l’utilisation d’agents de démoulage ; température d’utilisation + 260°C en continu.
SOL-GEL
haute anti-adhérence, destinées à faciliter l’extraction et à réduire l’utilisation d’agents de démoulage ; température d’utilisation + 350°C en continu.
Ces revêtements antiadhésifs sont destinés à :
Simplifier les processus de production: Réduction des efforts dans le processus de moulage et de démoulage : il n’est pas nécessaire d’insérer des feuilles de démoulage ou d’utiliser un agent de démoulage à chaque cycle.
Augmenter l’efficacité de la production: Augmentation de la vitesse de production grâce à un processus plus court et à des temps de cycle réduits.
Surface/épaisseurs adaptables: L’épaisseur indicative standard des revêtements est de 35-40 µ afin d’adapter et de ne pas modifier la structure et la conception du moule, mais elle est également ajustable et peut être augmentée à la demande du client.
Réduction des coûts: Moins d’efforts de nettoyage, moins de déchets et moins d’heures de travail
Plus jamais des surfaces irrégulières: Grâce à nos revêtements, il n’y a pas de film démoulant qui glisse ou de mauvaise quantité d’agent démoulant.